
High-density polyethylene (HDPE) is a semi-crystalline polymer composed of tightly folded chain segments (crystallites) interspersed with disordered, amorphous regions. Crystalline regions pack chains closely, yielding higher density and stiffness, whereas amorphous regions are loose and more flexible. In HDPE geomembranes, the crystallinity is typically ~40–60% by volume; the remaining amorphous fraction contains the long polymer “tie chains” that bridge crystals and provide ductility. Consequently, density is a proxy for crystallinity: higher density implies more crystalline content, and thus a stiffer but often more brittle material. For example, injection-moulding HDPE grades (>0.950 g/cm³) are much denser and hence stiffer but noticeably more brittle than lower-density roto-grades (≈0.935–0.945 g/cm³), which strike a balance of stiffness and toughness. It is similar for blown film geomembranes due to their slower cooling rates, allowing more time for crystalline structures to form.
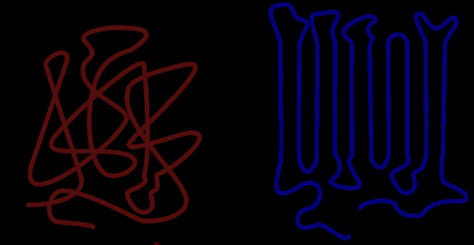
Figure: Schematic of amorphous (left, disordered coils) versus crystalline (right, aligned folded chains) polymer chain arrangements.
Key Points:
- Crystalline PE: tightly packed chains, high density, high stiffness, excellent chemical/oxidation resistance.
- Amorphous PE: random coils, lower density, greater flexibility and toughness.
- Tie-chains: long chains spanning crystals impart ductility and stress-crack resistance (SCR).
Unimodal vs. Bimodal HDPE and Stress-Crack Resistance
HDPE resins can be engineered with different molecular-weight distributions (MWD). Unimodal resins have a single narrow peak of chain lengths, yielding a more uniform polymer, while bimodal resins (as nominated in the new GRI GM42 specification for high-performance HDPE) combine two distinct molecular-weight peaks (often via dual-reactor processes).
Unimodal geomembrane resins initially dominated the industry; however, stress-cracking problems drove reformulations toward medium-density (MDPE) and broad-MWD materials. In practice, high stress-crack-resistant (SCR) geomembranes incorporate more comonomer (butene/hexene/octene) and/or a broad MWD (often bimodal) to increase tie-chain density. This typically lowers the density to the ~0.940–0.950 g/cm³ range.
- Unimodal HDPE: Single peak MWD; a narrow distribution yields high stiffness but can be brittle. Early HDPE geomembranes used unimodal high-density resin; stress-crack issues were mitigated by lowering density (more comonomer) and broadening MWD.
- Bimodal HDPE: Two peaks (often a very high MW tail plus a low MW fraction). Dual-reactor bimodal resins can include an ultra-high-MW fraction (for long tie-chains and strength) while still containing many short chains (for processability). Such resins exhibit dramatically higher slow-crack resistance. In practice, the high-MW component lets the polymer span crystals with tie-chains, while the low-MW component allows adequate flow during extrusion.
- Density Trend: Because comonomer branches reduce crystallinity, high-SCR resins tend to have lower densities. In the “traditional” (unimodal) approach, lower density via comonomer (MDPE range) correlated with better environmental stress-crack resistance. Modern bimodal HDPE balances density by using comonomers in one reactor and building backbone in the other, but even so, many high-SCR geomembranes fall near 0.940–0.950 g/cm³. As one study notes, “the lower the density generally led to better performance (less stress cracking risk)”. Similarly, polymer experts explain that longer side chains (higher comonomer carbon number) reduce chain packing (lower density) and increase ESCR by adding tie-chains.
Processing Method Differences: Blown Film vs. Flat Die HDPE
In addition to resin formulation, the manufacturing process has a significant influence on the density, crystallinity, and mechanical behaviour of HDPE geomembranes. The two dominant production methods, blown film extrusion and flat die (cast) extrusion, result in different polymer orientations and cooling rates, which in turn affect field performance.
Blown Film HDPE:
- In this process, molten polymer is extruded vertically and inflated like a balloon while being drawn upward. This induces biaxial orientation, especially in the machine and transverse directions.
- Cooling is slower (via ambient air), allowing more time for crystalline structures to form.
- As a result, blown film HDPE tends to have higher crystallinity and slightly higher density, often >0.950 g/cm³, even when made from the same resin as a cast sheet.
- These sheets are typically stiffer, more resistant to elongation, but also more brittle and less forgiving to weld.
- Weldability can be impacted due to narrower melting windows and faster solidification, especially in colder ambient conditions.
Flat Die (Cast) HDPE:
- The polymer is extruded through a wide flat die and immediately cooled on chill rolls, resulting in faster cooling and less chain alignment.
- This produces a sheet with lower crystallinity, more amorphous content, and therefore lower density.
- Cast HDPE is typically slightly softer, more ductile, and better able to accommodate subgrade irregularities and thermal expansion.
- These sheets are generally easier to weld and handle in variable field conditions.
Implications:
- Engineers should not rely solely on density values to infer material quality — a flat die sheet with lower density may outperform a blown film sheet with higher density in terms of flexibility, weldability, and long-term stress crack resistance.
- If a geomembrane has an unexpectedly high density (>0.955 g/cm³), and it is blown film, and it is based in a unimodal resin, designers should carefully review its SCR data and assess the impact on installation and durability.
High Density, Crystallinity and Stress-Crack Risk
Unimodal resins typically reduct their density throughout the comonomer concentration. For these resins, when density rises above ≈0.950–0.960 g/cm³, the polymer contains very little comonomer and becomes highly crystalline. Such materials achieve high strength and stiffness but suffer reduced ductility. High crystallinity means fewer and shorter tie-chains between crystals, which is the root cause of poor stress-crack behaviour.
In practice, HDPE above 0.960 g/cm³ (unless considering bimodal resins such as RT grades) is prone to brittle, glass-like failure under sustained load. Engineers note that high-density PE is “stiffer but generally more brittle”. In contrast, lower-density grades (with more amorphous content) are tougher and more crack-resistant.
- Ductility vs. Crystallinity: Higher crystallinity (higher density) raises yield strength but sharply lowers elongation at break. The polymer becomes less able to deform plastically, promoting brittle fractures under stress.
- Stress-Crack Mechanism: Cracks propagate along crystal boundaries if there are insufficient tie-chains to hold crystals together. As one reviewer stated, welded geomembrane failure is dominated by the resin’s SCR (tie-molecule density), not antioxidant content. Thus, a slightly lower-OIT but high-SCR resin can outlast a high-OIT resin with poor SCR.
- Oxidation/Stability: Paradoxically, very high-density (true HDPE) grades may have excellent OIT (due to additives) but still fail brittle when stressed. This underscores that density alone does not guarantee long-term performance. In sum, ultra-high-density sheet is typically ill-suited for geomembrane applications due to low tie-chain content and high ESCR risk.
Fillers, Recycled Content, and High-Density Indicators
An unexpectedly high density (even ≥0.950 g/cm³) in a geomembrane sheet can signal non-polymer additives or contamination. Common culprits are mineral fillers (like calcium carbonate, CaCO₃) or recycled HDPE containing fillers. These raise the sheet density without adding mechanical strength. Industry guidance warns that fillers can “make the material brittle and more prone to cracking”, “weaken welds”, and “reduce flexibility”. Practical quality checks (e.g. density or ash tests) use this fact: an HDPE liner with a formulated density above >0.952 g/cm³ may indicate CaCO₃ filler.
- Carbon Black vs. Mineral Filler: Carbon black is a necessary UV stabiliser in black geomembranes, but excessive filler (colourless CaCO₃ or talc) is a red flag. Studies note that liners with carbon-black content outside 2 – 3% often contain mineral filler. Fillers displace free volume (reducing space for antioxidants) and create stress concentration sites. They also impair weldability: seams in filler-rich HDPE are more prone to brittle failure because the filler particles disturb the weld melt and heat-affected zone.
- Recycled Content: Similarly, recycled HDPE often has variable composition and may contain hidden fillers. Specimens made with recycled feedstock have shown far lower ESCR than virgin resin due to these impuritiesas well as the degradation of the polymer before the recycling process due its previous use. A cautionary note: meeting the numeric density spec by using recycled resin or filler is a risky shortcut that can degrade long-term performance.
- Wrinkle Behaviour: Fillers and high crystallinity also affect wrinkle flattening. Stiffer, more crystalline (higher density) PE will produce fewer, but higher amplitude wrinkles. Thus, LLDPE or high SCR HDPE may observe more frequent wrinkles (after sun exposure), but sit much flatter. In terms of installation, smaller wrinkles are easier to manage, particularly as they can be compressed when covered (with water or waste) without folding. Installers should expect “stiffer sheet” and potentially larger persistent wrinkles when density (and stiffness) is higher.
Practical Implications for Stakeholders
While the difference between 0.94 and 0.95 g/cm³ may seem small, it is significant for many reasons. The density choice has real-world effects on installation and performance:
- Installers: Very dense/stiff HDPE is harder to deploy. Stiffer rolls conform less to subgrade, so wrinkles and stress concentrations are more likely. As shown in lab studies, a stiff HDPE membrane held larger wrinkle spans under load than a more flexible geomembrane. During welding, dense or “filled” HDPE requires precise control: welds must cool slowly to avoid brittle heat-affected zones (HAZ), and filler particles can cause seam defects. In short, a stiff HDPE is “more sensitive” to welding conditions and can give weak seams if not handled carefully.
- Engineers/Specifiers: Relying on density alone can misalign project specs. For example, a liner specified only by ≥0.940 g/cm³ and OIT may inadvertently accept a filler-loaded sheet that meets density/OIT but fails in stress-crack tests. Conversely, a lower-density (<0.950) geomembrane can be ideal if its SCR, strength, and OIT meet or exceed requirements. Engineers should ensure specifications include mechanical toughness metrics (e.g. SP-NCTL, long-term SCR > 1,500 hrs) and not just density/MFI.
- Engineers: Should also consider that a flat die sheet with lower density may outperform a blown film sheet with higher density in terms of flexibility, weldability, and long-term stress crack resistance. If a geomembrane has an unexpectedly high density (>0.952 g/cm³), and it is blown film, designers should carefully review its SCR data and assess the impact on installation and durability. Manufacturers must be more transparent about production techniques such as this (but rarely are).
- Leak Detection: Higher-density geomembranes, especially those with high crystallinity or mineral fillers, often have a higher dielectric constant, which can reduce the sensitivity of electrical leak detection methods and increase the risk of undetected defects.
- Manufacturers: Suppliers must align formulations to the desired performance. A push to meet a high-density spec might tempt some to add cheap filler or avoid comonomers – solutions that degrade quality. Manufacturers balance resin choice and polymerisation conditions: to maximise SCR, they prefer MDPE chemistries (more comonomer, sometimes bimodal) blended to an HDPE sheet formulated to 0.940–0.950 g/cm³. If a product falls above 0.95 to 0.96 g/cm³, it likely contains minimal branching or extra filler and will need careful QA (e.g. tie-chain analysis, brittleness testing) to certify its suitability.
Beyond Density: SCR, OIT, and Other Performance Metrics
Density is a bulk property, not a performance guarantor. The most critical durability factor is Environmental Stress Crack Resistance (ESCR), often assessed by single-point or full-scale tests, not density. Standard practice (GRI GM13) supplements density with:
- SP-NCTL (ASTM D5397): A small notched tensile test at 30% yield stress in hot surfactant solution. Per GRI GM13, acceptable HDPE should show no failure in SP-NCTL at 500+ hours.
- Oxidative Induction Time (OIT): Measures antioxidant level (ASTM D8117 or D5885). While important, high OIT alone cannot prevent crack propagation if SCR is low
- Melt Index (ASTM D1238) and Tensile (ASTM D6693): Ensure resin processability and baseline strength.
- Carbon Black Dispersion (ASTM D5596): Good dispersion avoids weak spots.
- Puncture, Tear, and Other Tests: To confirm resistance to defects.
GRI GM13 explicitly cites ASTM D1505/D792 (density), D1238 (MI), D6693 (tensile), D3895/D5885 (OIT), and D5397 (SP-NCTL) among others. In summary, density alone does not predict performance. Two HDPE sheets with identical density can have vastly different SCR depending on polymer structure. Specifiers and QA teams should use density as an initial check (e.g. to confirm resin grade) but rely on stress-crack tests and antioxidant tests for true durability.
In practice, choosing a geomembrane should involve:
- Verifying that formulated sheet density is in an appropriate range (typically 0.940–0.952 for virgin HDPE liners).
- Ensuring the sheet meets or exceeds SP-NCTL/SCTL requirements (per GRI or project spec).
- Checking OIT retention levels to confirm adequate stabilisation (and that CB content is in the expected range).
- Rejecting materials with anomalous densities or test results, which may indicate fillers or poor resin quality.
- Preference for flat die geomembranes as opposed to blown film.
Conclusion:
For HDPE geomembranes, density is a useful indicator of polymer composition (crystallinity vs. branching) but not a stand-alone proxy for performance. Lower-end HDPE densities (≈0.940–0.950) often reflect highly crack-resistant formulations, whereas very high densities (>0.952) usually mean high crystallinity (or filler) and can signal brittle behaviour.
Specification language must thus go beyond “≥0.940 g/cm³”. This ensures that liners are formulated for both immediate strength and long-term durability, and helps installers and engineers avoid unintended trade-offs in the field.
Higher density HDPE (>0.95 g/cm2) might also explain the lower cost of the product (more filler or recycled content and fewer functional additives).
References:
Core technical literature and standards inform these conclusions (e.g. GRI GM13, Koerner et al., ASTM methods, and recent industry studies). Together, they emphasise that polymer structure and test-based qualification, not just sheet density, govern HDPE geomembrane performance.


